
Search Products
FAQ’s & Technical Information
Click on the section of interest:
- 1. How does a thermoelectric module work?
- 2. What is the mathematical equation for describing the operation of a thermoelectric module?
- 3. What are the advantages of a thermoelectric unit over a compressor?
- 4. What industries does thermoelectrics serve?
- 5. What is the efficiency of a thermoelectric module?
- 6. I want to make my own cooling assembly. How do I select the right module for my system?
- 7. How reliable are thermoelectric systems?
- 8. Will TE Technology do contract manufacturing?
- 9. Can I use a thermoelectric cooler as a heater?
- 10. How big or small can a thermoelectric cooler be?
- 11. What is the best way to power a thermoelectric cooler?
- 12. How precisely can a thermoelectric cooler maintain temperature?
- 13. What temperature ranges can a thermoelectric cooler achieve?
- 14. What ambient temperature environments do thermoelectric coolers withstand?
- 15. How do I determine if thermoelectric cooling is best for my application?
- 16. Why should I have TE Technology manufacture a system for my application?
- 17. What type of testing does TE Technology recommend?
- 18. What kind of over temperature protection do I need?
- 19. How do Pulse-Width Modulated (PWM) controllers operate?
- 20. What are some considerations for using a liquid chiller?
- 21. What is the manufacturing test process for all cooling assemblies at TE Technology?
- 22. How does the TE Technology module part number system work?
- 23. What is the best way to attach a temperature sensor when making temperature measurements or when using a temperature controller?
- Terms and Definitions
- Technical Information on Cooling Assemblies
- Technical Information on TE Modules
- Technical Papers and Company Literature
Frequently Asked Questions on Thermoelectrics
1. How does a thermoelectric module work?
Thermoelectric modules are solid-state heat pumps that operate on the Peltier effect (see definitions). A thermoelectric module consists of an array of p- and n-type semiconductor elements that are heavily doped with electrical carriers. The elements are arranged into array that is electrically connected in series but thermally connected in parallel. This array is then affixed to two ceramic substrates, one on each side of the elements (see figure below). Let’s examine how the heat transfer occurs as electrons flow through one pair of p- and n-type elements (often referred to as a “couple”) within the thermoelectric module:
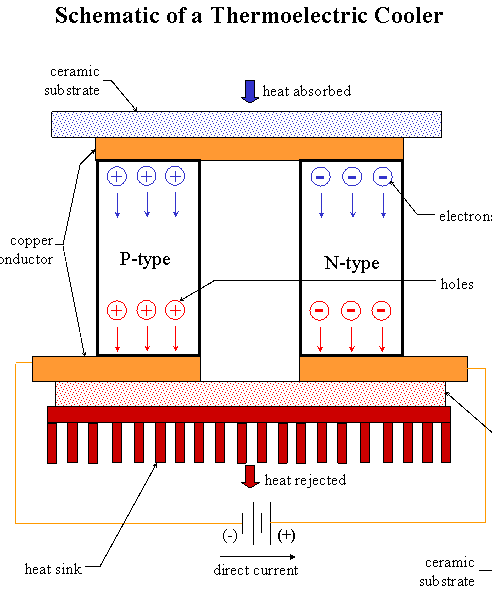
The p-type semiconductor is doped with certain atoms that have fewer electrons than necessary to complete the atomic bonds within the crystal lattice. When a voltage is applied, there is a tendency for conduction electrons to complete the atomic bonds. When conduction electrons do this, they leave “holes” which essentially are atoms within the crystal lattice that now have local positive charges. Electrons are then continually dropping in and being bumped out of the holes and moving on to the next available hole. In effect, it is the holes that are acting as the electrical carriers.
Now, electrons move much more easily in the copper conductors but not so easily in the semiconductors. When electrons leave the p-type and enter into the copper on the cold-side, holes are created in the p-type as the electrons jump out to a higher energy level to match the energy level of the electrons already moving in the copper. The extra energy to create these holes comes by absorbing heat. Meanwhile, the newly created holes travel downwards to the copper on the hot side. Electrons from the hot-side copper move into the p-type and drop into the holes, releasing the excess energy in the form of heat.
The n-type semiconductor is doped with atoms that provide more electrons than necessary to complete the atomic bonds within the crystal lattice. When a voltage is applied, these extra electrons are easily moved into the conduction band. However, additional energy is required to get the n-type electrons to match the energy level of the incoming electrons from the cold-side copper. The extra energy comes by absorbing heat. Finally, when the electrons leave the hot-side of the n-type, they once again can move freely in the copper. They drop down to a lower energy level, and release heat in the process.
The above explanation is imprecise as it does not cover all the details, but it serves to explain in words what are otherwise very complex physical interactions. The main point is that heat is always absorbed at the cold side of the n- and p- type elements, and heat is always released at the hot side of thermoelectric element. The heat pumping capacity of a module is proportional to the current and is dependent on the element geometry, number of couples, and material properties.
2. What is the mathematical equation for describing the operation of a thermoelectric module?
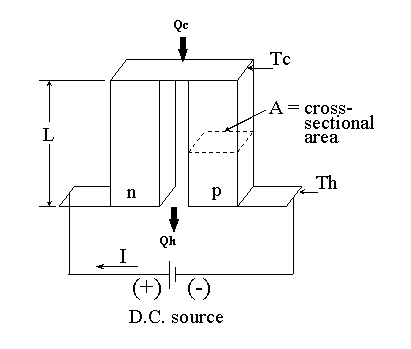
| The figure above represents a thermoelectric couple. It shows some terms used in the mathematical equation: | ||
| L = element height | A = cross-sectional area | Qc = heat load |
| Tc = cold-side temperature | Th = hot-side temperature | I = applied current |
| Additionally, there is the following: | ||
| S = Seebeck coefficient | R = electrical resistivity | K = thermal conductivity |
| V = voltage | N = number of couples | |
| Here are the basic equations: Qc = 2 * N* [S * I * Tc -1/2 * I^2 * R * L/A – K * A/L * (Th – Tc)] V = 2 * N * [S * (Th -Tc) + I * R * L/A] |
||
The first Qc term, S*I*Tc, is the peltier cooling effect. The second term,1/2*I^2*R*L/A, represents the Joule heating effect associated with passing an electrical current through a resistance. The Joule heat is distributed throughout the element, so 1/2 the heat goes towards the cold side, and 1/2 the heat goes towards the hot side. The last term, K*A/L*(Th-Tc), represents the Fourier effect in which heat conducts from a higher temperature to a lower temperature. So, the peltier cooling is reduced by the losses associated with electrical resistance and thermal conductance.
For the voltage, the first term, S*(Th-Tc) represents the Seebeck voltage. The second term, I*R*L/A represents the voltage related by Ohm’s law.
These equations are very simplified and are meant to show the basic idea behind the calculations that are involved. The actual differential equations do not have a closed-form solution because S, R, and K are temperature dependent. Unfortunately, assuming constant properties can lead to significant errors.
TE Technology uses special, proprietary modeling software which takes into account the temperature dependency of the thermoelectric material properties as well as all the relevant design aspects of the overall system. The software uses material property data from actual test results on thermoelectric modules, so it yields highly accurate results. When we build a custom cooler for your application, that high accuracy means you generally only need one prototype to verify cooling performance.
3. What are the advantages of a thermoelectric unit over a compressor?
Thermoelectric modules have no moving parts and do not require the use of chlorofluorocarbons. Therefore they are safe for the environment, inherently reliable, and virtually maintenance free. They can be operated in any orientation and are ideal for cooling devices that might be sensitive to mechanical vibration. Their compact size also makes them ideal for applications that are size or weight limited where even the smallest compressor would have excess capacity. Their ability to heat and cool by a simple reversal of current flow is useful for applications where both heating and cooling is necessary or where precise temperature control is critical.
4. What industries does thermoelectrics serve?
Thermoelectric coolers are used for the most demanding industries such as medical, laboratory, aerospace, semiconductor, telecom, industrial, and consumer. Uses range from simple food and beverage coolers for an afternoon picnic to extremely sophisticated temperature control systems in missiles and space vehicles.
A thermoelectric cooler permits lowering the temperature of an object below ambient as well as stabilizing the temperature of objects above ambient temperatures. A thermoelectric cooler is different from a heat sink because it provides active cooling unlike a heat sink which provides only passive cooling.
Thermoelectric coolers can be used for applications that require heat removal ranging from milli-watts up to several thousand watts. However, there is a general axiom in thermoelectrics: the smaller the better. A thermoelectric cooler makes the most sense when used in applications where even the smallest vapor compressor system would provide much more cooling than necessary. In these situations, a thermoelectric cooler can provide a solution that is smaller, weighs less, and is more reliable than a comparatively small compressor system.
However, the trend in recent years has been for larger and larger thermoelectric systems. As power supplies become less expensive this has driven the cost of a complete thermoelectric system (cooler, power supply, and temperature controller) lower, so higher power systems are now more marketable. Systems with capacities in the 200-400 watt range are becoming more common, although they are still not nearly as common as smaller systems where the cooling capacity is below 100 watts.
Large thermoelectric systems in the kilo-watt range have been built for specialized applications such as cooling within submarines and railroad cars or cooling process baths in specialized areas such as in semiconductor manufacturing. In cases where thermoelectric coolers are used for such large applications there generally has been a good reason why a vapor compressor system has not been used (for example, vibration needs to be minimized or precision temperature control is required). In which case, the extra cost and higher power consumption of the thermoelectric cooler can be justified.
Typical applications for thermoelectric coolers include:
Laser diodes
Laboratory instruments
Temperature baths
Electronic enclosures
Refrigerators
Telecommunications equipment
5. What is the efficiency of a thermoelectric module?
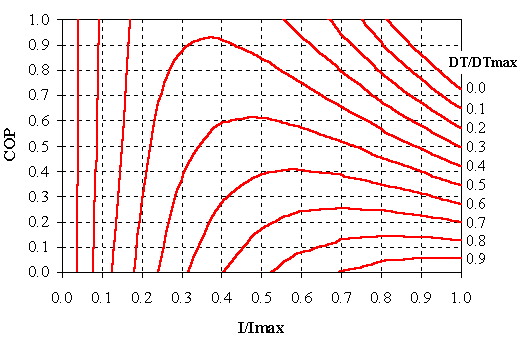
Technically, the word efficiency relates to the ratio of the amount of work one gets out of a machine to the amount of power input. In heat pumping applications, this term is rarely used because it is possible to remove more heat than the amount of power input it takes to move that heat. For thermoelectric modules, it is standard to use the term “coefficient of performance” rather than “efficiency.” The coefficient of performance (COP) is the amount of heat pumped divided by the amount of supplied electrical power.
The COP depends on the heat load, input power, and the required temperature differential. Typically, the COP is between 0.3 and 0.7 for single-stage applications. However, COPs greater than 1.0 can be achieved especially when the module is pumping against a positive temperature difference (that is, when the module is removing heat from an object that is warmer than the ambient). The figure below shows a normalized graph of COP versus I/Imax (the ratio of input current to the module’s Imax specification). Each line corresponds with a constant DT/DTmax (the ratio of the required temperature difference to the module’s DTmax specification).
6. I want to make my own cooling assembly. How do I select the right module for my system?
You can use our module selector program at Peltier-Thermoelectric-Cooler-Module-Selector. Detailed instructions on how to use the program in conjunction with your thermal model can be downloaded from there. Other module software programs we have seen base performance and recommendations on certain assumptions that otherwise can lead to significant errors. Our module selector program does not make any assumptions about your system design–recommendations are based on the module’s operating temperatures, heat load, and DTmax. This makes for a more accurate selection process since you know what assumptions are being made. Be aware that proper module selection is an iterative process that does take time and research. If you do not want to spend the time and expense of selecting your own module, designing your own system, having the necessary skilled labor to assemble it, etc., then we have a highly recommended alternative: standard (or custom) cooling assemblies. All of the hard work has already been done by us when you purchase an assembly from TE Technology.
However, if you are certain that you want to make your own cooling assembly, here is a brief description of what’s involved:
First you must define your operating temperatures and how much heat you need to remove. Based on these parameters the Module Selector program will help you select a module for lowest power consumption, for smallest size, or a combination of the two.
Next, you analyze your thermal system based on the size and operating voltage and current for the selected module. In this step, you are making sure the operating temperatures and heat load you used to select the module are realistic. If the analysis shows that your numbers were realistic, then you are finished. Otherwise, you must enter a new heat load and operating temperatures and iterate the process until the module you select meets your final requirements.
7. How reliable are thermoelectric systems?
Thermoelectric systems are highly reliable provided they are installed and used in an appropriate manner. The specific reliability of thermoelectric coolers tends to be difficult to define though because failure rates are highly dependent upon the particular application. Thermoelectric modules that are at steady state (constant power, heat load, temperature, etc.) can have mean time between failures (MTBFs) in excess of 200,000 hours. However, applications involving thermal cycling show significantly worse MTBFs, especially when TE coolers are cycled up to a high temperature. With thermal cycling, a more appropriate measure of reliability is not time but rather number of cycles.
All materials expand or contract as they are heated or cooled. Different materials will expand at different rates. The rate of expansion is given by the material property called the coefficient of thermal expansion (CTE). Generally, as the cold side of a module gets colder, it will shrink, and as the hot side gets hotter, it will expand. This flexes the thermoelectric elements and their solder junctions. Furthermore, because the module is constructed of several different materials, there is added stress simply because the materials themselves are expanding/contracting at different rates. After repeated thermal cycling, the solder junctions within the module fatigue, and the electrical resistance increases. Cooling performance is reduced, and eventually the module becomes inoperable. The “failure point” is thus a function of operating temperature, the amount of temperature cycling, and how much degradation the particular system can tolerate before performance becomes unacceptable. All thermoelectric modules (regardless of manufacturer) experience the same stresses of operation, but how they tolerate these stresses is a question of build quality–selecting a manufacturer with good, strong solder junctions is a must! (Of course, we take special care in ensuring that our modules have the highest quality solder junctions.)
A similar phenomenon occurs when a module is soldered or adhered with epoxy to a heat sink. The “zero-tension” point (that is, the point where there is no internal stress resulting from mismatches in CTE) will freeze between the ceramic substrate and the heat sink when the solder or epoxy becomes rigid at some temperature which is typically different from the operating temperature. In other words, the module is pre-stressed when the module and solder cool back down to room temperature (assuming the module is soldered to a heat sink).
As the assembly is thermally cycled, not only does the module itself undergo fatigue stress, the bond line between the module and heat sink is also stressed. Again, different materials will expand at different rates. The heat sink, the solder (or epoxy), and the module will expand differently. This can be particularly troublesome because the bond could potentially fail at local spots. The module could overheat at these local spots which would exacerbate the problem. This is why we do not recommend soldering (or epoxy-ing) the module to its heat sink. If you do solder (or epoxy) the modules, we recommend that you thermal cycle the compete assembly to make sure you get adequate lifetimes.
TE Technology does not publish thermoelectric cooler reliability data for general use. Reliability data is only valid for the conditions under which a test was conducted, and it is not necessarily applicable to other configurations. There are numerous application parameters and conditions that will affect reliability. Cooler assembly, mounting methods, power supply, temperature control systems and techniques, and temperature profiles are just a few factors that can combine to produce failure rates ranging from extremely low to very high. Again, the “failure point” is specific to each application.
There can also be tradeoffs between a cooler’s thermal performance, the cost to manufacture the cooler, and the reliability with respect to thermal cycling or other factors. For example, our line of standard cooling assemblies is optimized for our typical customer–these customers are not using the system under repeated thermal cycling and thus do not want to pay (in cost or performance) for a cooler optimized for thermal cycling.
Please feel free to contact us if your application involves thermal cycling. Perhaps we can provide non-proprietary test results that to some extent might be applicable; if not we can help you with a testing program so you have the data for making a determination of how suitable the cooling system will be in your application. To assess the true reliability, we recommend that all cooling systems be tested in their actual application.
Below are just a few comments that address general trends with respect to reliability:
a) Thermoelectric modules exhibit relatively high mechanical strength in compression but comparatively low tensile and shear strength. Consequently, a TE module should not be used to support weight that would subject it to tension or shear stress in particular. Furthermore, in applications where shock and vibration will be present, a thermoelectric module should be clamped between two plates as opposed to using solder or epoxy to secure the module to its heat sink. When properly mounted, thermoelectric modules have successfully met the shock and vibration requirements of aerospace, military, and similar environments. In addition, our potting provides increased mechanical strength. In fact, our potting was originally developed to allow modules to survive ballistic missile launch stresses. Click here for more information. Also, download tem_(thermoelectric_module)_mounting_procedure.pdf [Adobe PDF Document] for further details on proper mounting techniques.
Similarly, when using multiple modules in an assembly they should share common heights to within 0.025 mm. Otherwise, uneven clamping forces could crack a module.
b) Moisture should not be allowed to enter the inside of a thermoelectric module in order to prevent both a reduction in cooling performance and the possible corrosion of module materials. See Moisture Protection Ruggedizing for further details.
c) An application that will involve large temperature changes or thermal cycling can induce thermal fatigue stress. Again, thermoelectric modules should not be installed using solder or epoxy. Such mounting methods can cause stress concentrations because of the various mismatches in coefficients of thermal expansion. We strongly recommend that modules be mounted by clamping (applying compression) and using thermal grease or a flexible mounting material such as thermal transfer pad as the interface between the module and plate. In any case, rigid mounting is not recommended at all for modules larger than approximately 15 mm square.
To minimize the impact of thermal cycling, minimize the temperature range of the cycle and minimize the number of thermal cycles. If thermal cycling is a must, you should choose a physically small module with a large pellet footprint. (The pellet is the thermoelectric element used in the module. In the module part number, the second number defines the width of each pellet, in mm, which in turn determines the pellet footprint.) In summary, the smaller the module size the more reliable it tends to be, and the larger the pellet footprint, the more reliable it tends to be. Also, modules can also be customized to better handle thermal cycling if required.
d) Temperature control methods also have an impact on thermoelectric module reliability. Linear or pulse-width-modulated (frequency at least 300 Hz) control should always be chosen over ON/OFF control to ensure better reliability. The ON/OFF type of controller basically causes thermal cycling and so should be avoided.
e) Exposure to high temperatures should be minimized as much as possible to extend reliability. Standard modules are rated for a maximum of 80 °C. High-temperature modules are rated for 200 °C modules. However, these temperature limits are somewhat arbitrary. All modules, regardless of manufacturer, will be affected by operation at high temperatures. Some, of course, are more resistant to changes than others though.
The module is constructed with nickel-plated copper conductors to electrically connect the thermoelectric pellets to each other. The copper has a tendency to diffuse into the thermoelectric material, and this would then degrade the performance. So the nickel plating is added to serve as a diffusion barrier to the copper. Unfortunately, the nickel is not a perfect barrier, and copper atoms will still diffuse albeit at a much slower rate than if there were no nickel barrier at all. The rate of diffusion typically increases exponentially with temperature: the higher the operating temperature, the more quickly will diffusion occur along with the corresponding degradation in performance. However, in particular with the 80 °C module, at 85 °C, solder constituents can begin migrating along cleavage plains of the thermoelectric material due to a theorized minor eutectic reaction. This leads to a mechanically weak solder joint and physical expansion of the pellet.
The temperature ratings for the modules are derived from their construction technique. The 80 °C module uses solder that melts at 140 °C. It has excellent electrical contacts. The 200 °C module also has two nickel barriers: a layer of nickel on the copper tab and a layer of nickel on the ends of the pellet. The solder melts at 232 °C.
f) Additional information can be found by downloading publications concerning reliability atDownloads.
g) Not all thermoelectric modules are made with the same quality! Different manufacturers have different techniques, and we have seen widely varying quality when comparing modules of equivalent size and capacity from a variety of manufacturers. Improper soldering, improper metallization of the ceramics, and improper nickel plating are just a few of the potential problems that can reduce reliability. Be careful when selecting your module vendor!
8. Will TE Technology do contract manufacturing?
TE Technology does contract manufacturing for companies who have an existing thermoelectric design and would like to find a company to manufacture their part. We have in house state of the art machining capabilities along with a complete environmental control test department. When companies add up the costs of the thermoelectric engineers, assembly workers, inventory, and manufacturing floor space along with the costs of designing, maintaining, and calibrating the required thermoelectric test equipment, they find this is more expensive than the raw materials themselves. Through outsourcing, these customers reduce their overhead expenses while benefiting from our consistently excellent build quality. No matter how small or big your production levels are, if you would like to explore this option please send us the specifications of your thermoelectric cooling assembly with the quantities you require, and we will be happy to quote.
9. Can I use a thermoelectric cooler as a heater?
Thermoelectric coolers can indeed be used for very effective and efficient heating. Since thermoelectric coolers are solid-state heat pumps, they can actively pump heat from the ambient in addition to the heating effect that comes from the electrical resistance of the cooler itself. So, the thermoelectric cooler can be more efficient than a resistive heater (within limits). The heating can be so effective that you could very easily cause the module to reach the melting point of the solder! Care must be taken to ensure that the module does not overheat.
If you are interested in using one of our standard cooling assemblies for a cooling and/or heating application, please consult with us to determine which assembly would work best.
If you are interested in building your own assembly, you can use the cooling performance graphs of the thermoelectric module to estimate how much heating can be done. The total heating load is calculated by first estimating a temperature difference across the module and assuming an input current for any particular module. This defines the active amount of heat that the module can pump from the ambient. Combining this with the total power input determines how much total heating the module can do. You would then iterate the temperature difference guess based on the thermal resistances to and from the module and the corresponding heat loads being transferred.
It is possible for the module to provide heating in which the temperature difference across the module is greater than its DTmax. However, in such cases, the module cannot pump any active heat, and the module would then be acting essentially as a resistive heater.
If you plan to do temperature cycling, you can use one of our bipolar temperature controllers. These controllers determine whether heating or cooling is required automatically based only on the set point. (Please also review FAQ#7 for questions on module reliability.) If you only need to do heating or cooling above or below the ambient, a heat-only/cool-only controller can work.
10. How big or small can a thermoelectric cooler be?
There are practical limits to the individual sizes of a module or cooling assembly. Micro-modules, for example, are more expensive to produce because they are less suitable for automated processing. Forlarger modules, coefficients of thermal expansion and costs tend to limit thermoelectric modules to within a certain physical footprint.
For cooling assemblies, the minimum size might be limited by the minimum requirements needed to provide sufficient heat sinking. The maximum size is limited by the requirements of the mounting plates. If the plates get too large, then it becomes too difficult to maintain sufficient surface flatness. Generally, when more cooling capacity is required than what the typically largest size cooler can provide, multiple coolers are used rather than using one giant cooler. Approximately speaking, the largest individual cooler has a footprint of approximately 254 mm x 177 mm, such as our standard CP-200. There are always exceptions though; these are just general guidelines.
11. What is the best way to power a thermoelectric cooler?
a) Ideally, thermoelectric coolers should operate on purely direct current for the best performance. However, a ripple factor of 10% will only result in 1% degradation in temperature difference. Most power supplies have better filtering than that, so ripple is not likely to be a concern.
b) Care should be taken not to overpower the cooler. Overpowering the cooler could lead to inadvertently exceeding the temperature ratings and causing damage to the cooler.
c) The input power for maximum efficiency of a cooler does not correspond to its maximum operating voltage and current. When maximum efficiency is desired, the applied power should be typically 1/3 to 2/3 of the Vmax and Imax specifications of the module(s) used in the assembly.
d) If a temperature controller is used, it should be of the linear type or the pulse-width-modulated (PWM) type to minimize any detrimental effects of temperature cycling. Care should be taken to use a PWM frequency that is fast enough so that no thermal cycling is induced within the device. TE Technology’s controllers use a frequency range from approximately 300 Hz to 3,000 Hz.
12. How precisely can a thermoelectric cooler maintain temperature?
There are many factors that contribute to or detract from the overall system stability. However, a thermoelectric cooler can provide a very high degree of temperature stability because the amount of cooling it provides is proportional to the applied current. One of our customers has reported stability to within +/-0.0003 °C. Achieving that level of stability requires considerable effort though. Ultimately, the answer to this question is a function of the controller and its resolution, the response time of the specific cooling assembly, and the response time of the object being cooled.
13. What temperature ranges can a thermoelectric cooler achieve?
The vast majority of applications involve temperature differences of less than 60 °C across the TE module, and less than 45°C from the cooled object to ambient. One custom application we built involved cooling down to 145 K. However, that required very special efforts to achieve a miniscule amount of heat pumping. In any case, the temperature range will depend on a variety of factors, principally on the number of stages. By stacking modules one on top of another, each module, or stage, acts like an electronic heat sink for the module above it. As the number of stages increases, the achievable temperature difference also increases. Unfortunately, the heat pumping capacity decreases.
14. What ambient temperature environments do thermoelectric coolers withstand?
The maximum ambient temperature will depend on the desired reliability, the heat sink, how much heat is being dissipated, and the temperature rating for the module or other system components (such as fans and insulating materials). Typically the maximum ambient temperature is limited to approximately 50 °C for standard coolers that use fan-cooled heat sinks. Coolers that use high-temperature modules are able to operate at higher ambient temperatures though. However, most commercially available fans have a maximum operating temperature of -10 °C to +70 °C. Be sure to consult with us to verify whether operating in higher ambient temperatures is possible.
15. How do I determine if thermoelectric cooling is best for my application?
Thermoelectric cooling is ideal for very small cooling systems. Thermoelectrics are also ideal when both heating and cooling is needed and when precision temperature control is required. Thermoelectric systems are also ideal for aerospace applications because the cooler can be mounted in any orientation and still function properly. However, as the heat load increases, the advantages that thermoelectric cooling offer in comparison to compressor systems diminishes. When evaluating on the basis of heat load alone, a compressor system will likely be more cost effective when the heat load is greater than approximately 200 W.
16. Why should I have TE Technology manufacture a system for my application?
TE Technology has technical expertise in all relevant disciplines applicable to thermoelectrics. Over forty years of thermoelectric experience go into every product. In addition, we have specialized test equipment unique to the thermoelectric industry that enables quick (inexpensive) and accurate test results on 100% of our products (click here for more information). We provide reliable, durable, cost-effective systems, and we provide them on-time. Our large inventory, state of art machining and vast global resources provide added versatility from prototype to production manufacturing.
17. What type of testing does TE Technology recommend?
TE Technology recommends that all products be tested under “worst-case” conditions in their actual or simulated application. We want our customers to feel comfortable that the cooling system will meet all of their suitability and reliability requirements. While we cannot tell our customers whether certain products may be suitable or reliable for their specific requirements, we can and do test products and collect data so customers can make informed decisions. TE Technology possesses extensive testing equipment including: temperature-controlled chambers; high humidity enclosures; thermal cycling equipment; temperature measurement equipment; and, thermoelectric testers. TE Technology offers its valuable testing services so your company does not have to “reinvent the wheel”. Further, we can assist our customers in designing customized testing experiments for the products. Just give us a call, and we will be happy to discuss our various testing services and costs.
18. What kind of over temperature protection do I need?
If a cooling assembly is being purchased, we also recommend that over/under-temperature protection be utilized to minimize potential damage to the coolers during operation. This can happen if the liquid (in a liquid cooler) is allowed to freeze, or if the cooling medium (air, liquid, etc.) is reduced and the cooler becomes overheated. Some customers use our standard temperature controllers, such as the TC-48-20, which have over-temperature protection circuitry that may reduce the likelihood of such situations occurring. Other customers choose to incorporate this protective circuitry into the power supply. Of course, we at TE Technology are happy to assist our customers in choosing the type of protection which may be most effective for their systems. Please note that standard coolers are not equipped with over/under temperature protection, unless otherwise specified. If it is not specified, it is the customer’s responsibility to provide this protection, or to request that over/under temperature protection be included. We have designed and integrated many of these safeguards into the products at our facility. Simply contact us to discuss your options.
19. How do Pulse-Width Modulated (PWM) controllers operate?
With PWM, power to the TE device is switched quickly “ON” and “OFF” at a constant frequency. This creates a square wave “pulse” of power with a constant time period. The “ON” time, or pulse width, can be varied to create an average output voltage (Vaverage) that is required by the TE device to maintain the set temperature (Figure 19.1)
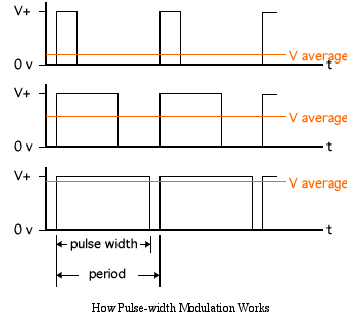
Figure 19.1
The “ON” and “OFF” pulses occur so rapidly that the module does not have enough time to change temperature in response to each electrical pulse. Instead, the module assumes a temperature difference relative to Vaverage. When the controller is properly tuned thermal cycling is eliminated. Thus, these controllers do not degrade the reliability of a module from thermal cycling in the same way that a thermostatic or slow “ON-OFF” controller would.
All of TE Technology’s controllers require some minimum voltage to operate the on-board microprocessor. The minimum voltage can be anywhere from 9 VDC up to 50 VDC, depending on the controller. If the thermoelectric load can also be driven with this input voltage then only one power supply is needed for the application. All of TE Technology’s standard thermoelectric cooling assemblies are designed so that the assembly and a controller can operate from one power supply.
When operating from one power supply the input voltage to the temperature controller will define the output voltage during the “ON” portion of the waveform, and Vaverage will range anywhere from 0 V to V+ depending on the ratio of “ON” time to “OFF” time. In the waveforms shown above V+ is equal to the input voltage from the power supply, and during the “ON” cycle of the waveform V+ will be applied across the thermoelectric load. Therefore, when using a single power supply you should choose an input voltage that is no greater than the Vmax of the cooling assembly or thermoelectric module(s). If you are making your own cooling system from thermoelectric modules, the maximum operating voltage (the controller’s input voltage) is usually no more than 75% of module’s Vmax. Of course, if you wire multiple modules in series or in a series-parallel combination, Vmax of the module system will be the Vmax of each module multiplied by the number of modules in series. In this case, the input voltage is generally no more than 75% of the module system.
What happens if you want to operate a thermoelectric module at a voltage that is less than what is required to operate the controller’s microprocessor? In this case you should use a temperature controller that allows the microprocessor and thermoelectric load to be powered by two independent power supplies. In this configuration the microprocessor can be powered by a small, higher voltage supply and the thermoelectric load can be powered with a supply that, in theory, is as low as 0 V. Referring again to the waveforms above this allows the user to select a V+ that is suitable for a low-voltage thermoelectric load while still giving the microprocessor enough voltage to operate. All of TE Technology’s temperature controllers can be set up with two power supplies.
PWM controllers come in two basic varieties, and the difference between the two determines if the controller can automatically reverse power to achieve both heating and cooling, or if it must be set either for only cooling or only heating. In the basic cool only/heat only controller, there is a single transistor in series with the thermoelectric module and power supply (Figure 19.2). This transistor acts as a switch, S, that either closes or opens to turn power on or off to the thermoelectric module. The user needs to tell the controller if applying more power to the thermoelectric module will cause the temperature sensor to get warmer or cooler. If the user wants to change the configuration of the controller from cooling to heating, the wires going from the controller to the thermoelectric module must be physically reversed, and the controller needs to be reconfigured so that it knows that applying more power now has the reverse affect on the sensor temperature. The benefit to this type of control is that it is simple and less expensive.
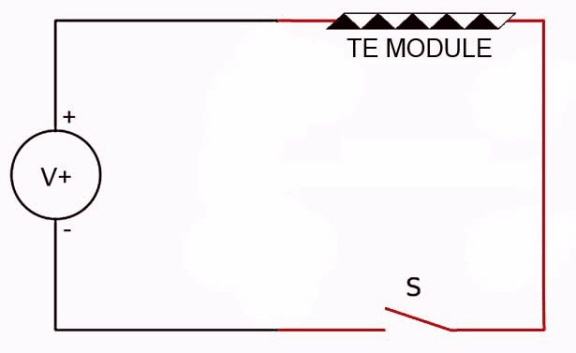
Figure 19.2
The second variety of controller is the bipolar controller. A bipolar controller has 4 transistors acting as switches that can automatically reverse the direction of current flow to the thermoelectric module. This circuit is known as an H-bridge, because the thermoelectric module and transistors form an “H” in the schematic.
In this type of controller, when all of the switches (labeled S1 through S4) are open no current flows through the module (Figure 19.3). Closing switches S1 and S4 causes current to flow in one direction (Figure 19.4). Alternately, closing switches S2 and S3 (S1 and S4 are now open) allows the current flow to be reversed (Figure 19.5). This type of control circuit is more complex and thus more expensive, but it is the only practical solution when the application could require both heating and cooling to maintain the desired temperature.
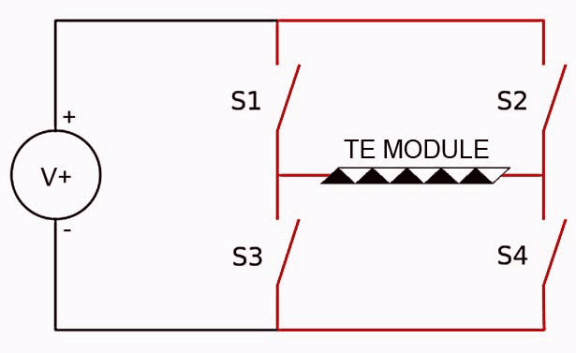
Figure 19.3
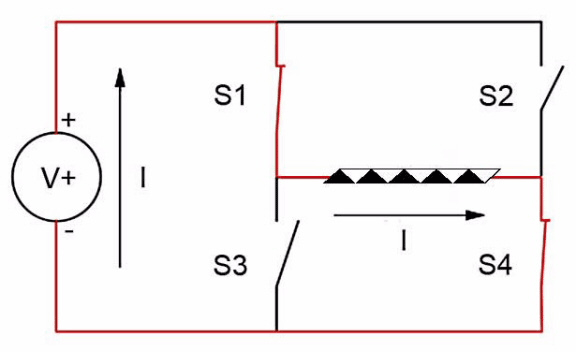
Figure 19.4
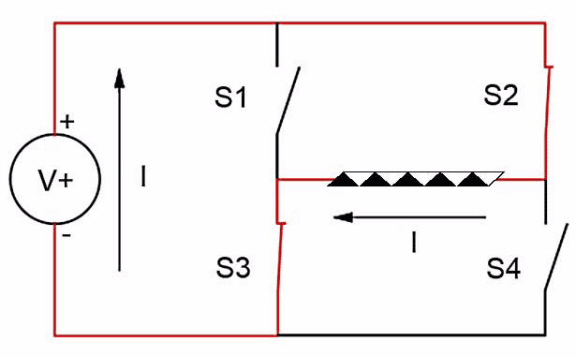
Figure 19.5
20. What are some considerations for using a liquid chiller?
TE Technology’s standard liquid coolers have been designed for cooling water and inert gasses. This style of exchanger is ideal for low cost and high performance. It allows for a larger number of flow passages than could otherwise be obtained with exchangers that use a single serpentine tube pressed into a plate.
There are some special considerations when using this style of exchanger. Any fluid you use in the coolers will be in contact with anodized aluminum, copper, and the epoxy that is used to bond in the copper tubes. Certain fluids, additives, and corrosion inhibitors will erode the epoxy and corrode the metal surfaces. Therefore, if you plan to use any other fluids and/or additives, you should thoroughly test the unit under actual operating conditions and temperatures before designing it into your product to make sure it will not be damaged. It should be noted that corrosion of the metal surfaces can be detrimental not only to heat transfer but also to other components in the system. For example, cooling saltwater in a marine aquarium may cause copper to be introduced into the water. This might harm or even kill the fish, so this type of liquid cooler is not recommended for this application. In any case, you should test the cooler to verify its suitability for the application.
On a related note, the standard liquid coolers are pressure tested to 410 kPa (60 psi). However, it is recommended that operating pressures not exceed 205 kPa (30 psi). This should be kept in mind should you inadvertently cool to below the freeze point of the water since water will expand as it freezes and this can potentially break epoxy joints or burst the copper tubing itself. You might also need to consider shipping and storage temperatures. If the cooler is not drained prior to storage or shipping, freezing could occur and damage could result. Again though, if you use an additive to depress the standard freeze point of water (or some other liquid), the additive should be tested for compatibility.
Thermal cycling can also potentially cause problems with the exchanger (as well as with the thermoelectric modules, which is addressed in a separate FAQ). The aluminum, epoxy, and copper all have different coefficients of thermal expansion. Consequently, rapid changes in temperature can induce a thermal fatigue stress that can result in leaks.
TE Technology can replace the standard liquid exchanger in the cooling assembly with a liquid exchanger in which the liquid would be in contact with only one material. We can offer exchangers that have a single-piece stainless steel serpentine tube pressed into an aluminum plate. These exchangers can be attached to some of our standard cold plates, effectively turning them into a liquid chiller. Also, as a custom device, the epoxy-bonded copper tubes in our standard liquid exchanger can be replaced with welded-on aluminum end caps and thread-in fittings for the fluid inlet and outlet. This technique removes epoxy compatibility issues and thermal cycling issues from the exchanger considerations. TE Technology has also manufactured folded-fin liquid exchangers and liquid exchangers machined from a solid block of material such as stainless steel or copper. If you are interested in custom devices please contact the factory.
Lastly, the standard performance rating for the liquid chillers is based on the assumption that water is flowing at 1.6 L/min (25 gph). Performance will change if a different fluid is used and/or a different flow rate is used. Consult with TE Technology, and we can determine the performance under different operating conditions for you.
21. What is the manufacturing test process for all cooling assemblies at TE Technology?
TE Technology performs numerous tests at the component and system level to ensure the quality and consistency of the thermoelectric cooling systems we manufacture. Each step is a link in a chain of quality that has been developed from years of experience in making tens of thousands of cooling assemblies.
The process starts by testing 100% of the thermoelectric (TE) modules for their thermoelectric properties. Each module is tested on our own, custom-made thermoelectric testing system. This system measures the thermoelectric material properties: electrical resistivity, thermal conductivity, Seebeck coefficient, and figure of merit. These measurements ensure that the semiconductors used in the modules provide consistent thermal and electrical properties when used in a cooling assembly. The system also checks the AC-resistance of the entire module. This check is important as it confirms that the solder connections within a module are not damaged. For example, a typical 127 couple module contains 254 thermoelectric elements and 508 solder junctions. If any one of these solder junctions breaks then the entire module will be useless. Furthermore, if more than one module is wired in series then all of the modules wired in that series will be useless, too. It is important to remember that having a “dead” module in the system is much worse than if it were not there at all. Not only will the dead modules fail to provide any useful cooling, they will also provide a path for heat leakage from the hot side of the cooling assembly back to the cold side.
Next, the components of the cooling assembly are checked to make sure they have the physical characteristics necessary to effectively transfer heat from the cold sink, through the TE module, and then into the heat sink. To accomplish this, the physical parameters of the heat exchangers and the TE modules are inspected. The surfaces of the heat exchangers are measured for flatness and surface finish in the areas that contact the TE modules. If more than one module will be used in a cooling assembly, the module heights are matched so no more than 0.025mm of height variation exists between them. The modules are also checked to ensure the ceramic substrates are flat and parallel within specification.
Thus far in the process, the components have been inspected to ensure all of the components are of sufficient quality to be used in the assembly. However, this alone does not guarantee that a good cooling assembly will result. There are still many problems that can arise during the assembly process. The three main concerns and their test solutions are as follows:
1) One or more of the TE modules is inadvertently placed upside down in the cooler: TE modules invariably have the wires connected to the hot side of the module. Without powering the module this is the only way you can tell the hot side from the cold side of a module. When modules are being wired into a harness it is possible to inadvertently flip a module so that it heats instead of cools. This becomes easier to do if the module is sealed with an epoxy, and the module is only slightly thicker than its lead wires. Therefore, as the assembly is made the modules are placed on the heat sink and briefly powered with a low current. The assembler then verifies that the cooling sides of the modules are all in the correct orientation by touching each module and making sure it is operating in the cooling mode and not in the heating mode.
2) A TE module’s wire has shorted to the heat sink or cold sink: If an excess ball of solder or a strand of wire contacts the heat sink or cold sink, the voltage supplied to the thermoelectrics can be shorted to the metal surfaces of the cooler thus causing a potentially dangerous condition for anyone touching the device while it is powered. TE Technology verifies there are no electrical short circuits by measuring the high-potential resistance between the module’s wiring and the exposed metal surfaces.
3) Inadequate thermal interfaces: Consider a typical cooling assembly where the cold sink, TE modules, and heat sink are all clamped together using screws. The screws are torqued to a specific level that, in turn, translates to a specific compressive force on the module allowing intimate thermal contact between the TE modules and heat-sink and cold-sink plate surfaces. However, if there is a burr in any of the tapped holes, if there is a deformed thread on the screw, if the screw is too long or the tapped hole too short, the torque will not translate into the proper compression force. If there is a spec of dirt or piece of hair hidden by the thermal grease the thermal interface will be ruined. Visual inspection for this problem is nearly impossible; especially since usually a vapor-sealing gasket surrounds the perimeter of the modules. TE Technology has developed a unique thermal junction quality test to combat this problem. Using the aforementioned thermoelectric test equipment, a small current is applied to the thermoelectric modules and a temperature difference between the heat sink and the cold sink is created. Then, the current is switched off and the temperature difference is allowed to decay. The TE modules act as small power generators during the decay, so by monitoring the corresponding rate of voltage decay the quality of the thermal interfaces within the assembly can be measured. The AC resistance of the cooler is also checked to make sure the solder junctions within the modules have not been damaged during the assembly process.
These tests take only minutes to complete and are done on 100% of the assemblies made at TE Technology. Because the thermal interface test is so fast it costs much less then a full performance test, which is the only other way to verify the thermal junctions in an assembly.
In summary, the following tests are performed for every assembly:
· The thermoelectric properties are checked for every module.
· The AC resistance is checked on every module to make sure the solder connections within the module are not damaged.
· The physical dimensions and finishes are checked for all components.
· The modules are checked for proper wiring polarity/orientation during assembly.
· The high-potential resistance between the module’s wiring and the exposed metal surfaces is tested to verify there are no electrical short circuits.
· The thermal interfaces are verified so proper heat transfer is guaranteed.
· The AC resistance of each completed assembly is checked to verify the solder connections within the modules have not been damaged during assembly.
Thus, by following this chain of steps TE Technology can ensure consistent performance for every cooling assembly we make. To read more about these test methods view the technical papers in the downloadable publications section at downloadable publications section.
22. How does the TE Technology module part number system work?
TE Technology module part numbers consist of three different components – the category code, the element configuration and the potting suffix.
There are five different two-letter category codes. The following is the list of the different module categories:
TE = Standard, Micro, & Multi-Stage
HP = High Performance
CH = Center Hole
VT = High Temperature
SP = Series/Parallel
The module category is followed by the element configuration. The element configuration is made up of different numbers that are separated by a hyphen. The configuration can contain up to six different numbers depending on the module category.
Generally, the first number specifies the number of couples per stage (see exception below), followed by the width of the element (in mm) and the height of the element (in mm). For instance, the CH-19-1.0-1.3 is a center-hole module that has 19 couples, with 1.0 mm wide and 1.3 mm tall elements. In this example the 1.3 mm element height does NOT include the thickness of the copper conducting bar soldered on each side of the element. The 1.0 mm and 1.3 mm dimensions are for the semiconductor element itself.
To help you keep the terminology understandable remember that an “element” is one of the semiconductor blocks within the thermoelectric module. Elements are always used in pairs within the module–one N-type and one P-type element. A “couple” is then formed from one N-type and one P-type element connected in series (electrically). Thus, for every couple within the module there will be two elements. Sometimes, for physical strength where the wires enter a module, a redundant N-type or P-type element will be added in the corner of the module, but these are not counted to increase the number of couples.
Additionally, some High Performance or High Temperature module might have a fourth number added to the element configuration, for instance the HP-127-1.4-1.5-72. This last number indicates the DTmax of the material if it is greater than that which is used for the standard modules. Therefore, the DTmax in this case is 72°C.
| Exception: The element configuration is a little different for Multi-Stage modules. Here, the first number is the number of stages which is followed by the number of couples per stage. The number of couples per stage is in parentheses. The last numeral is the height of the element. For instance, the TE-2-(127-127)-1.15 is a 2-stage module consisting of two 127 couple stages with an element height of 1.15 mm. |
The last component of the module part number is the potting suffix. A module can either have no suffix, which indicates that this module is unpotted (TE-63-1.4-1.15) or it can have a capital “P” (TE-63-1.4-1.15P) which signifies that this module is potted. This means that the module has a sealing compound (Moisture Protection Ruggedizing) applied around the perimeter of the module.
23. What is the best way to attach a temperature sensor when making temperature measurements or when using a temperature controller?
Properly attaching a temperature sensor to any particular part is more complicated than it looks. Please review our technical guide: sensor attachment [Adobe PDF document].
| Ambient Temperature: | Temperature of the air or environment surrounding a thermoelectric cooling system; sometimes called room temperature. |
| Active Heat Load: | The amount of heat being generated by something regardless of whether a temperature difference exists. For example, this could be the waste heat from a powered electronic device. Typically, this is the input power of the device (voltage * current) minus any output power. Another example is the heat produced by an exothermic chemical reaction. See also “Passive Heat Load.” |
| AC-Resistance (ACR): | The electrical resistance of a thermoelectric module. The “AC” refers to alternating current and serves as a reminder that measuring with a typical ohm-meter (which uses a DC signal) will yield erroneous results. Actually, even an AC ohm-meter can also yield erroneous results (although not as severe errors compared with typical ohm-meters). Therefore, TE Technology uses specially designed test equipment to accurately measure this parameter. |
| BTU (British Thermal Unit): | The amount of heat required to raise one pound of water by one degree Fahrenheit at a standard temperature of 39.2 °F and at one atmosphere pressure. 1 Btu = 1055 J. |
| CFM (Cubic Feet per Minute): | The volumetric flow rate of a gas, typically air, expressed in the English system of units. This generally refers to the amount of air passing through the fins of a forced convection heat sink. |
| COP (Coefficient of Performance): | COP is the ratio of the heat removed (or added, in the case of heating) divided by the input power. |
| DTmax: | The maximum obtainable temperature difference between the cold and hot side of the thermoelectric elements within the module when Imax is applied and there is no heat load applied to the module. This parameter is based on the hot-side of the elements within the module being at 300 K. In reality, it is virtually impossible to remove all sources of heat in order to achieve the true DTmax. Therefore, the number only serves as a standardized indicator of the cooling capability of a thermoelectric module. |
| Electrical Resistivity: | Electrical resistivity relates the amount of current an object will transmit through its volume caused by a voltage difference across that volume. Typical unit is ohm * m. Electrical resistivity is an intrinsic property of a material. When multiplied by the length of an object and divided by the cross sectional area of an object it yields the electrical resistance of the object. |
| Heat Pumping: | The amount of heat that a thermoelectric device is capable of removing, or “pumping”, at a given set of operating parameters. |
| Heat Sink/Cold Sink: | A heat sink is a device that is attached to the hot side of thermoelectric module. It is used to facilitate the transfer of heat from the hot side of the module to the ambient. A cold sink is attached to the cold of the module. It is used to facilitate heat transfer from whatever is being cooled (liquid, gas, solid object) to the cold side of the module. The most common heat sink (or cold sink) is an aluminum plate that has fins attached to it. A fan is used to move ambient air through the heat sink to pick up heat from the module. Another style uses a plate with tubing embedded in it. A liquid is sent through the tubing to pick up heat from the module. |
| Imax: | The current that produces DTmax when the hot-side of the elements within the thermoelectric module are held at 300 K. |
| Material Specifications: | Material Specifications, in the context of thermoelectrics, are the thermal and electrical properties of the semiconductors that help define how the semiconductor will behave. These typically include parameters such as Seebeck coefficient, electrical resistivity, and thermal conductivity when specified for the N-type or P-type semiconductor material. Once a thermoelectric (Peltier) module has been assembled the material properties of the module can be tested as a whole.When specified for a thermoelectric module the average properties of all the elements within a module can be measured (using a low power test method) and used to project parameters such as DTmax, Imax, Vmax, and Qmax. Testing a module with a full power thermal test would not be practical, since it would involve placing the thermoelectric module in a cooling assembly and testing the thermal performance of that assembly (time consuming, expensive). The material specifications for the module do not completely define how the module itself will behave within the assembly, since these material properties predict the thermal performance of the semiconductor elements exclusive of the (1) the parasitic losses due to perimeter sealing (potting) and (2) the temperature rises and drops across the substrates. For this reason the predicted cooling curves will show a slightly lower values for maximum V, I, Q, and DT. |
| Passive Heat Load: | The heat transferred by virtue of a temperature difference. For example, this is the heat that enters through insulated cabinet walls when the cabinet is colder than the ambient temperature. Another example is the heat from solar radiation. |
| Peltier Effect: | The phenomenon whereby the passage of an electrical current through a junction consisting of two dissimilar metals results in a cooling effect. When the direction of current flow is reversed heating will occur. |
| Qmax: | The amount of heat that a TE elements can remove when there is a zero degree temperature difference across the elements within a module, the hot-side temperature of the elements are at 300 K, and the module is being powered with a current of Imax. |
| Seebeck Coefficient: | The Seebeck Coefficient is a measure of the electrical voltage potential that exists in an electrical conductor whose ends are maintained at two different temperatures and current is not flowing. It is an intrinsic property and has units of V/K. Thermocouples used for temperature measurement utilize this principle. |
| Specific Heat: | The amount of thermal energy required to raise the temperature of a particular substance by one temperature degree. Typical units are J/kg/K. |
| Thermal Coefficient of Expansion: | A measure of the dimensional change of a material due to a change in its temperature. Common measurement units include centimeter per centimeter per degree Celsius and inch per inch per degree Fahrenheit. |
| Thermal Conductivity: | Thermal conductivity relates the amount of heat an object will transmit through its volume when a temperature difference is imposed across that volume. It is an intrinsic property and typical units include W/m/K and Btu/h/ft/°F. When multiplied by the cross sectional area of an object and divided by the length of an object it yields the thermal conductance of the object. |
| Thermal Interface: | A physical interface between two objects through which heat is conducted. In the case of thermoelectrics, this refers to the physical connection the module has with the heat sink/cold sink. Usually, thermal grease is used between the module and heat sink. Sometimes it might be solder. Other times, it might be a thermally conductive pad. |
| Thermal Resistance: | A measure relating a temperature rise per unit of applied heat. All mediums through which heat is conducted have an associated thermal resistance. Common thermal resistances are heat sink resistance and thermal interface resistance. Thermoelectric coolers perform better with heat sinks having a low thermal resistance. |
| Thermoelectric Module: | A semiconductor-based electronic component that functions as a small heat pump. By applying a low voltage DC power source to a TE module, heat will be moved through the module from one side to the other. Therefore, one side will be cooled while the opposite side will be heated. Consequently, a TE module can be used for both heating and cooling. |
| Thomson Coefficient: | If the ends of an electrical conductor are held at two different temperatures, a voltage potential is created because there will be a tendency for electrons at the hot end of the conductor to drift towards the cold end of the conductor. When an external current is applied, so that electrical carriers flow from cold end to the hot end, the electrical carriers must absorb heat to maintain equilibrium with the temperature. If the external current was applied from hot to cold, the carriers would release heat to maintain temperature equilibrium. The Thomson Coefficient is a measure of the voltage per difference in temperature, and with the application of an external current is a measure of the heat generated or absorbed per unit temperature difference per unit current.Usually, the Thomson effect is intrinsic to the material. However, the Thomson effect can also be extrinsically applied to a conductor by varying the material properties along the length of the conductor. This can actually improve the cooling performance as compared to the usual isotropic material. The Thomson effect is really more complex than that described above. It is difficult to put into words what the mathematics accurately describe. |
| Vmax: | The voltage that is produced at DTmax when Imax is applied and the hot-side temperature of the elements within the thermoelectric module are at 300 K. |
| Figure-of-Merit (Z) | The Z is a direct measure of the cooling performance of a thermoelectric module. Z = S^2/R/K where S is the Seebeck Coefficient, R is electrical resistivity and K is the thermal conductivity of the thermoelectric material. Z is temperature dependent though, so, when comparing one module to another, they must be based on the same hot-side temperatures. |
Technical Information on Cooling Assemblies
Instructions below are in Adobe PDF Documents. Most computers have Acrobat Reader already installed. If yours does not you can get Adobe’s free Acrobat Reader here. (link will open in a new window)
1. Click here to view simple graphic depicting cooling assembly mounting using mounting holes (more detailed mounting information and cut-out dimensions are available in the Thermoelectric Cooling Assembly Instruction Manual, link below).
2. Click here to view cooling assembly mounting instructions using thread bosses.
3. Click here to view over-temperature thermostat mounting instructions (using thread bosses).
4. Click here for Thermoelectric Cooling Assembly (TCA) Instruction Manual.
Technical Information on TE Modules
2. Click here for information on potting (module sealing) for moisture protection and ruggedization.
Technical Papers and Company Literature
We strive to remain at the forefront of thermoelectric technology and development on a global basis. In doing so, our engineering staff has published a wide range of technical papers on such topics as design and engineering, reliability, and testing materials and devices. We welcome you to explore this section and familiarize yourself with the thermoelectric field.
Ordering Information [Adobe PDF]
A complete list of our downloadable publications and company literature can be viewed by selecting the menu-tab option “Downloads” or by clicking here.